四川信息职业技术学院 - 《信息职院报》
切削功率的评估和监控
作者:机电工程系 陈志平
2018-12-04
浏览(101) (0)


在机床选型和配置主轴电机时需要考虑主轴电机功率、扭矩、转速等参数特性,以满足日常加工所需。有时在使用已有机床进行加工之前,也需要对加工所需的功率或扭矩进行评估,避免造成闷机、加工不良甚至事故。在加工持续进行中,也要监控机床是否在过载情况下持续工作。
在手头没有计算工具的情况下,可利用基本公式进行人工计算。
1.车削参数
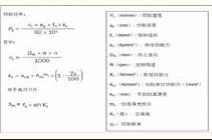
例:材料奥氏体不锈钢的切削加工,使用 90 度主偏角刀具(实际刀具可能有几度偏差)近似取:Kr=90°,fn=0.2mm=hm,前角 γo=0;mc=0.20,Kc1=2150,则 Kc=2966N/mm2。
fn=0.2,ap=2,Vc=200,则 Pc=0.2×2×200×2966/60000=3.955kW。
相关厂商已经开发了一些方便的小工具如 APP 或基于 Excel 的小软件,使用方便。
2.铣削参数
从上述两个平均切屑厚度的公式,可以看出,在直刃刀具、切深相同、满槽铣的情况下,两个公式的计算结果是一样的。由于实际刀片具有槽型和安装前角等因素,刀具厂商的软件会比手工简化的公式计算结果小一些,但在具有主轴数据的情况下更能直观反映加工参数和主轴性能之间的关系。
综上可以得出:(1)通过手工计算、软件计算、加工监控对比结果可知:用本文公式和工具进行切削功率评估是可靠的,可以指导电机选型和加工参数选择。(2)不同的监控途径得到的功率数据一致,与计算结果有一定偏差,选型或加工时要考虑机床效率等因素,给一定富余。